





- ░l(f©Ī)▒ĒĢrķgŻ║2015/12/19 ╬─š┬üĒį┤Ż║╔Ņ█┌╩ąÄņ┐©ūįäė╗»įOéõėąŽ▐╣½╦Š
- ę╗Īó░l(f©Ī)äėÖCĖū¾w╔ŽŽ┬┴ŽÖCŲ„╚╦
ĪĪĪĪę¬Ū¾ė├ę╗┼_ÖCŲ„╚╦═¼ĢrĮo╦─┼_╝ė╣żųąą─▀Mąą╔Ž┴Ž║═Ž┬┴Ž╣żū„ĪŻÅ─╝ė╣żųąą─ķTķ_║¾14├ļų«ā╚ę¬╚ĪŽ┬╣żū„┼_╣żčb╔ŽĄ─Ėū¾w╝░ōQ╔Žę¬╝ė╣żĄ─Ėū¾wĪŻš¹╠ūŽĄĮy(t©»ng)▀Ćę¬ėą├½┼„Ėū¾w╣®┴ŽŠĆ║═Ž┬┴ŽŠĆŻ¼╚½ūįäė╣żū„ĪŻ╦«ŲĮ▌SĄ─▀\ąą╦┘Č╚╩Ū2├ū/├ļŻ¼Č°╔ŽŽ┬▌SĄ─▀\ąą╦┘Č╚ę¬▀_ĄĮ1├ū/├ļĪŻ
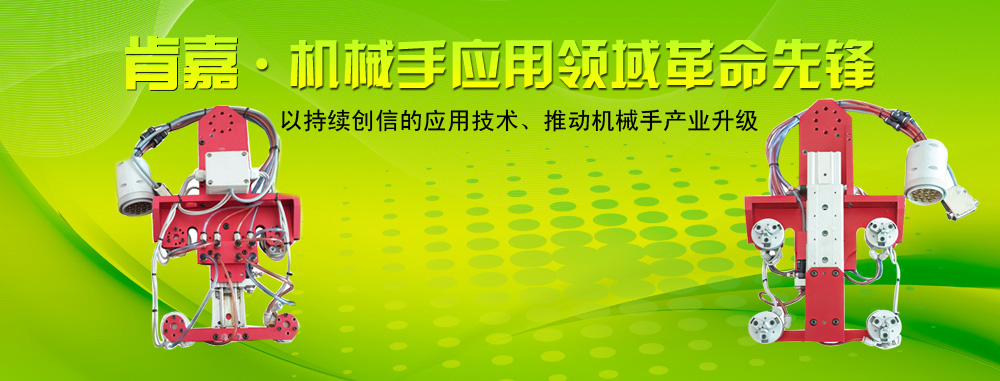
ĪĪĪĪłD1║═łD2Ęųäe╩Ū╣żū„¼F(xi©żn)ł÷Ą─ÖCŲ„╚╦║═ę¬ūź╚ĪĄ├┴Ń╝■ššŲ¼ĪŻŲõųą╦«ŲĮ▀\äė▌SĄ─š¹¾wķLČ╚▀_ĄĮ50├ūŻ¼▓╔ė├SP300ą═╠¢Ą─ų▒ŠĆ▀\äėå╬į¬ĪŻ▓╔ė├╦┼Ę■ļŖÖC┼õ£p╦┘ÖCū„×ķ“īäėŻ¼▓╔ė├²X▌å²XŚlé„äėĪŻė╔ė┌Üż¾wĄ─ųž┴┐┤¾¾wĘe┤¾Ż¼▓╗ę╦▓╔ė├å╬╔ŽŽ┬▀\äė▌Sļp╩ųū”ĮYśŗĪŻ×ķ┴╦▒ŻūC14├ļĄ─ąČčb╣Ø(ji©”)┼─ę¬Ū¾Ż¼▓╔ė├ļpZ▌S╝░ļp╩ųū”ĘĮ╩ĮĪŻā╔Ė∙Z▌SĄ─ą═╠¢╩ŪAP200Ż¼╦³éāę╗ŲļSX▌Sū÷╦«ŲĮ▀\äėŻ¼Ą½┐╔ęįå╬¬Üū÷┤╣ų▒▀\äėĪŻ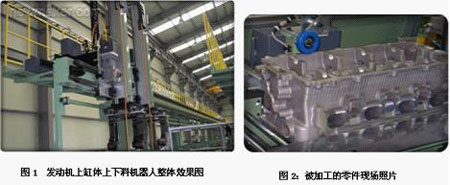
 ĪĪĪĪłD3╩Ūī”ųž┴┐▌pą®Ą─░l(f©Ī)äėÖCÜż¾wūįäė╔ŽŽ┬┴ŽÖCŲ„╚╦¼F(xi©żn)ł÷ššŲ¼ĪŻš¹╠ūÖCŲ„╚╦┐éķL▀_ĄĮ┴╦25├ūŻ¼Ęųäeī”╦─┼_ÖC┤▓▀Mąą╔ŽŽ┬┴Ž╣żū„Ż¼═¼śė▓╔ė├Hą═ļpZ▌Sļp╩ųū”ĮYśŗĪŻė╔ė┌ųž┴┐▌pŻ¼Z▌S▀xō±AP160ĪŻį┌ÖCąĄÅŖČ╚╔ŽŻ¼░ß▀\─▄┴”╔ŽŻ¼“īäė─▄┴”Ż¼▐DäėæT┴┐▒╚Ą╚Č╝┴¶ėą▌^┤¾Ą─ėÓ┴┐Ż¼┤_▒ŻÖCŲ„╚╦Ą─äéąį║├Ż¼ÅŖČ╚┤¾Ż¼Ė▀╦┘║═Ą═╦┘Č╝▀\ąąŲĮĘĆ(w©¦n)Ż¼╝ė╦┘║═£p╦┘═Żų╣▀^│╠ųą▓╗Ģ■«a╔·╗╬äė║═┼└ąąĄ╚ĪŻė╔ė┌ā╔ĘNÖCŲ„╚╦Ą─ĮYśŗ║═╣żū„▀^│╠Äū║§═Ļ╚½ę╗śėŻ¼╦∙ęįŠ═ĮķĮBę╗ą®ų„ę¬▓┐ĘųĪŻ
ĪĪĪĪłD3╩Ūī”ųž┴┐▌pą®Ą─░l(f©Ī)äėÖCÜż¾wūįäė╔ŽŽ┬┴ŽÖCŲ„╚╦¼F(xi©żn)ł÷ššŲ¼ĪŻš¹╠ūÖCŲ„╚╦┐éķL▀_ĄĮ┴╦25├ūŻ¼Ęųäeī”╦─┼_ÖC┤▓▀Mąą╔ŽŽ┬┴Ž╣żū„Ż¼═¼śė▓╔ė├Hą═ļpZ▌Sļp╩ųū”ĮYśŗĪŻė╔ė┌ųž┴┐▌pŻ¼Z▌S▀xō±AP160ĪŻį┌ÖCąĄÅŖČ╚╔ŽŻ¼░ß▀\─▄┴”╔ŽŻ¼“īäė─▄┴”Ż¼▐DäėæT┴┐▒╚Ą╚Č╝┴¶ėą▌^┤¾Ą─ėÓ┴┐Ż¼┤_▒ŻÖCŲ„╚╦Ą─äéąį║├Ż¼ÅŖČ╚┤¾Ż¼Ė▀╦┘║═Ą═╦┘Č╝▀\ąąŲĮĘĆ(w©¦n)Ż¼╝ė╦┘║═£p╦┘═Żų╣▀^│╠ųą▓╗Ģ■«a╔·╗╬äė║═┼└ąąĄ╚ĪŻė╔ė┌ā╔ĘNÖCŲ„╚╦Ą─ĮYśŗ║═╣żū„▀^│╠Äū║§═Ļ╚½ę╗śėŻ¼╦∙ęįŠ═ĮķĮBę╗ą®ų„ę¬▓┐ĘųĪŻ
ÖCŲ„╚╦╩ųū”Ż║ĪĪĪĪė╔ė┌░l(f©Ī)äėÖCĖū¾w▒Ē├µą╬ĀŅ╠ž╩Ō▓╗ŲĮŻ¼▓╔ė├┤¾ąą│╠ÜŌäėļpųĖ╩ųū”ĪŻ╩ųū”ķ]║ŽĢr╩ųųĖ─▄Ń^ūĪ░l(f©Ī)äėÖCĖū¾wā╔é╚Ą─░╝▓█Ż¼į÷ČÓ─”▓┴ŽĄöĄ(sh©┤)Ż¼┤_▒ŻĖ▄¾w─▄▒╗ŲĮĘĆ(w©¦n)ūźŲ╝░▀\äėŻ¼▀Ć─▄┤_▒Ż╦³Ą─ĘĮ╬╗Š½Č╚ĪŻ═©▀^ā╔é╚Ą─░╝▓█╣┤╚ĪūĪ░l(f©Ī)äėÖCĖū¾wŻ¼▓╗Ģ■░l(f©Ī)╔·ŖA╚ĪĢrŽ┬╗¼Ą─¼F(xi©żn)Ž¾ĪŻ
ĪĪĪĪ╩ųū”╔ŽÄ¦ėąŖAŠoĄĮ╬╗é„ĖąŲ„Ż¼╩ųū”Åłķ_ĄĮ╬╗é„ĖąŲ„║═╩ųū”ųąėą¤oÜż¾wé„ĖąŲ„ĪŻ┤_▒Żūź╚Ī║═Ę┼Ž┬┴Ń╝■Ą─┐╔┐┐ąįĪŻ╩ųū”═¼ĢrėąöÓÜŌ▒ŻūoÖCśŗŻ¼┤_▒ŻöÓļŖŻ¼öÓÜŌĢrŻ¼─▄▒Ż│ųę╗Č╬Ģrķgā╚ŖAūĪĖū¾wŻ¼▒▄├ŌĖū¾w═╗╚╗Å─╩ųū”ųąĄ¶┬õŽ┬üĒĪŻ
┐žųŲŽĄĮy(t©»ng)Ż║
ĪĪĪĪā╔ĘN░l(f©Ī)äėÖCÜż¾w╔ŽŽ┬┴ŽÖCŲ„╚╦ŽĄĮy(t©»ng)Ą─┐žųŲŽĄĮy(t©»ng)▓╔ė├Ą─╩Ū╬„ķTūėĄ─öĄ(sh©┤)┐žŽĄĮy(t©»ng)Ż¼╬„ķTūė╣½╦ŠĄ─╦┼Ę■ļŖÖCŻ¼┼ż┐©╠ž╣½╦ŠĄ─Š½├▄ąąąŪ£p╦┘ÖCĪŻš¹éĆ┐žųŲŽĄĮy(t©»ng)Ħėąūįäė▀\ąąŻ¼╩ųäė▓┘ū„▀\ąąŻ¼╩ŠĮ╠▀\ąąŻ¼į\öÓ╣”─▄Ż¼å╬▓Į▀\ąąĄ╚╣”─▄ĪŻ▓╗āH┐╔┐┐ąįĖ▀Ż¼Č°Ūęš{╩Į║═ŠÄ│╠ĘĮ▒ŃĪŻ▓╔ė├Ą┬ć°«aé„ĖąŲ„Ż¼ī”ę╗ą®ĻPµI╬╗ų├Č╝ėąé„ĖąŲ„Ż¼┤_▒Ż▓╗Ģ■░l(f©Ī)╔·▀\äė▓╗ĄĮ╬╗Ż¼░l(f©Ī)╔·┼÷ū▓Ą╚ĪŻš¹╠ū▀\äė▓╔ė├ć└Ė±Ą─ę└┘ćé„ĖąŲ„ą┼╠¢üĒ▀\äėŻ¼ę╗ą®▀\äėāHį┌ėąé„ĖąŲ„ą┼╠¢▓┼┐╔ęįŻ¼īŹ¼F(xi©żn)ę╗ą®▀\äėĄ─╗źµiŻ¼┤_▒ŻĮ^ī”░▓╚½Ż¼ķLŲ┌┐╔┐┐╣żū„ĪŻ
ūįäėūóė═▒├Ż║
ĪĪĪĪė╔ė┌╔ŽŽ┬┴ŽÖCŲ„╚╦▒žĒÜĖ▀╦┘▀\ąąŻ¼ķLŲ┌Ģāę╣Ė▀ą¦Ė▀Ņl┬╩╣żū„Ż¼╦«ŲĮ▌S║═┤╣ų▒▌SĄ─╗¼ēKŻ¼²X▌å²XŚl▒žĒÜų▄Ų┌ąįČ©┴┐ūóė═ĪŻ▀@śė▓┼─▄▒ŻūCÖCŲ„╚╦Ė▀╦┘Ż¼Ą═įļ┬ĢŻ¼ķLŲ┌▀\ąąĪŻ
░▓╚½Ę└ūo═©Ą└Ż║
ĪĪĪĪ╔ŽŽ┬┴ŽÖCŲ„╚╦Ą─╦«ŲĮ▌S║═┤╣ų▒▌SķLŲ┌Ė▀╦┘▀\äėŻ¼┐ņ╦┘ūź╚Īäé╝ė╣ż═ĻĄ─┴Ń╝■ĪŻ▀@ĢrĄ─Üż¾w╔ŽėąŪąŽ„ę║ĪŻ▓╗╝ėęįĘ└ūoŠ═Ģ■Ž“╦─ų▄’w×RĪŻ░▓╚½Ę└ūo═©Ą└╩ŪUūųą╬õō░ÕŻ¼╦³░▓čbį┌X▌SŪ░Ž┬ĘĮZ▌SŽ┬├µĪŻ░▓╚½Ę└ūo═©Ą└āHį┌ÖC┤▓╣żū„┼_╔ŽĘĮ╩ųū”╔ŽŽ┬▀\äėŻ¼ūź├½┼„╠ÄŻ¼Ę┼ų├Üż¾w╠Ä┴¶ėą┤░┐┌Ż¼┤_▒ŻZ▌S║═╩ųū”āHį┌╠žČ©╬╗ų├─▄╔ŽŽ┬▀\äėĪŻ▀@śė▓╗āH┐╔ęįĘ└ų╣ŪąŽ„ę║Ą─’w×RŻ¼╩š╝»ę²ī¦ŪąŽ„ę║Ż¼▀Ć─▄▒ŻūoÖC┤▓▓╗╩▄ÖCŲ„╚╦š`äėū„║═┴Ń╝■├ō┬õī”ÖC┤▓įņ│╔Ą─ōpé¹ĪŻ
Özą▐║═ŠSūo═©Ą└Ż║
ĪĪĪĪ×ķ┴╦┤_▒Ż╔ŽŽ┬┴ŽÖCŲ„╚╦─▄ķLŲ┌Ż¼ĘĆ(w©¦n)Č©┐╔┐┐Ąž╣żū„Ż¼ę¬ī”ÖCŲ„╚╦ų▄Ų┌ąįÖz▓ķĘ└ūoŻ¼▒ŻB(y©Żng)ĪŻČ°ÖCŲ„╚╦Ķņ╝▄╝░╔ŽķTĄ─╦«ŲĮ▀\äė▌S═©│Ż║▄Ė▀Ż¼Č°╔ŽŽ┬▀\äė▌SĄ─ūŅĖ▀Č╦┐╔─▄ę¬▀_ĄĮ5├ūČÓĖ▀ĪŻ×ķ┴╦ŠSūoĄ─ĘĮ░ĖŻ¼į┌ÖCŲ„╚╦Ķņ╝▄║¾├µ░▓čbę╗┼cÖCŲ„╚╦Äū║§ę╗śėķLŻ¼┤¾╝s1├ūīÆŻ¼Ä¦ūoÖ┌Ą─ŠSūoŠSą▐═©Ą└ĪŻęį▒ŃŠSą▐▒ŻB(y©Żng)╚╦åTį┌╔Ž├µąąū▀ĪŻ×ķ┴╦ĘĮ▒ŃŠSą▐▒ŻB(y©Żng)╚╦åTĄ─╔ŽŽ┬═©│Żā╔Č╦┼õėą╔ŽŽ┬ė├╠▌ūėĪŻ
╔ŽŽ┬┴Ž╣żū„▀^│╠Ż║
ĪĪĪĪ«ö╬ęéāę¬ī”ę╗┼_ÖC┤▓▀Mąą╔ŽŽ┬┴ŽĢr,╬ęéā┐╔ęį▓╔ė├ę╗éĆZ▌S╝░╩ųū”ūź╚Ī╬┤╝ė╣żĄ─├½┼„┴ŽŻ¼┴Ēę╗éĆZ▌S╝░╦∙ĦĄ─╩ųū”╠Äė┌┐šķeĀŅæB(t©żi),š¹éĆÖCąĄ╩ų╠Äė┌Ą╚┤²ÖC┤▓ą┼╠¢ĀŅæB(t©żi)ĪŻÖCąĄ╩ųĮė╩šĄĮÖC┤▓ķTķ_åóĄĮ╬╗ą┼╠¢║¾Ż¼ÖCąĄ╩ų┐šķe╩ųū”▀\äėĄĮ╝ė╣ż║├Ą─Ėū¾w╔ŽĘĮŻ¼▓óŽ┬ĮĄ╝░ūź╚Ī╝ė╣ż║├Ą─Ėū¾w║¾ĪŻ╚╗║¾┐ņ╦┘╔Ž╔²ĄĮÖCł÷ķT╔ŽĘĮ╝░ęŲäėę╗éĆąĪŠÓļx╩╣┴Ēę╗éĆūźėą├½┼„Ą─Z▌S┐ņ╦┘Ž┬ĮĄ╝░░č├½┼„Ė▄¾wĘ┼ų├ĄĮ╣żū„┼_Ą─╣żčb╔ŽĪŻ┐š╩ųū”Ą─Z▌S┐ņ╦┘╔Ž╔²ĄĮÖC┤▓Ę└ūošų═Ō├µŻ¼═©ų¬ÖC┤▓ĻPķT╝░ķ_╩╝╝ė╣żĪŻš¹éĆ╚ĪŽ┬Ė▄¾wŻ¼ōQ╔Žą┬├½┼„Ėū¾w╝░╩ųū”▀\äė│÷ÖC┤▓Ę└ūošų═Ō├µĄ─ĢrķgąĪė┌14├ļĪŻĄĮ┤╦═Ļ│╔┴╦Ž┬┴Ž║═╔Ž┴Ž▀^│╠ĪŻ╚╗║¾░čäé╚ĪŽ┬Ą─Ėū¾wĘ┼ĄĮŽ┬éĆ╣ż╬╗╔Ž▀MąąŽ┬Ą└╣żą“Ą─╝ė╣ż╗“ęŲĘ┼ĄĮŽ┬┴Ž╠ÄĪŻĄĮ┤╦═Ļ│╔ę╗┼_ÖC┤▓Ą─╚½▓┐╔Ž┴Ž║═Ž┬┴Ž▀^│╠ĪŻė╔ė┌ę╗éĆÖCŲ„╚╦ĮoČÓ┼_ÖC┤▓═¼Ģr╔ŽŽ┬┴ŽŻ¼╦∙ęį═Ļ│╔╚╬ęŌę╗┼_ÖC┤▓Ą─š¹éĆ╔ŽŽ┬┴Ž▀^│╠▓╗─▄│¼▀^30├ļĪŻ
ĪĪĪĪ
ūįäė╔ŽŽ┬┴Žų▒ĮŪū°ś╦ÖCŲ„╚╦
╔Žę╗Ų¬Ż║ūįäėšµ┐š╔Ž┴ŽÖCįŁ└Ē║═ū„ė├